筛片
筛网的制造及检验
1)筛条
不锈钢丝经开扁、粗轧、精轧后成型为筛条,轧制后钢丝断面减少20%,密度与硬度增大,耐磨性提高2~3倍。轧丝成型后断面成楔形,两圆角R要小于0.1mm。
压制后的筛条尺寸应均匀(误差范围0-0.05mm),外观光滑,不得有毛刺,有毛刺则为废品。
2)筛网
筛网焊接时需选用合理的焊接参数(焊接电流为2400~2600A,接触压力为2.5~2.7MPa),焊接深度一般为0.4~0.6mm,焊接强度用“单焊点拉断法”检验,平均拉断力≥4500N为合格。
经验检验法
用钳子夹住支撑条,做往复运动,支撑条断开焊点不开即为焊接强度合格。
筛网焊接后,每筒网均需进行检验,要求做到筒网光滑,筛缝均匀,不得有跳丝、漏焊、脱焊现象。筛缝偏差不得大于±0.05mm(或按图纸要求取正差或负差,不得超出公差范围0.05mm)。
筛板、筛篮的制造及检验
为了控制筛篮的焊接变形,筛篮的各部件在专用模具上组焊成型时,必须保证定位准确,夹紧到位,组焊完成后,需待冷却定型后再脱模、拆模。
筛篮(筛板)所有焊接应焊牢、焊透,不得有脱焊、漏焊、夹渣、气孔、咬边等焊接质量缺陷,以保证筛篮(筛板)有足够的机械性能。
筛篮工作面拼接处应平滑过渡,两相邻筛条高度差≤0.1mm,筛篮锥面中心与法兰端面的垂直度允差≤0.1mm,法兰端面的不平度≤0.5mm。动不平衡允差≤150g‘cm。
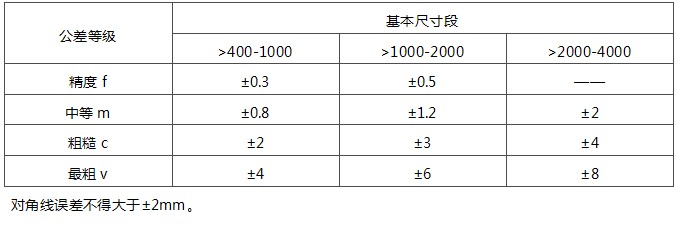
筛板工作面应平整光滑,焊后整体平面度不得大于1.5mm,外形尺寸合格(公差范围按表选取,一般选用中等m即可,并取负差)